
Tempat asal:
Cina
Nama merek:
Rps-sonic
Sertifikasi:
CE
Nomor model:
Rps-H15-250
Hubungi Kami
Parameter:
| Barang | parameter |
| Frekuensi | 15Khz |
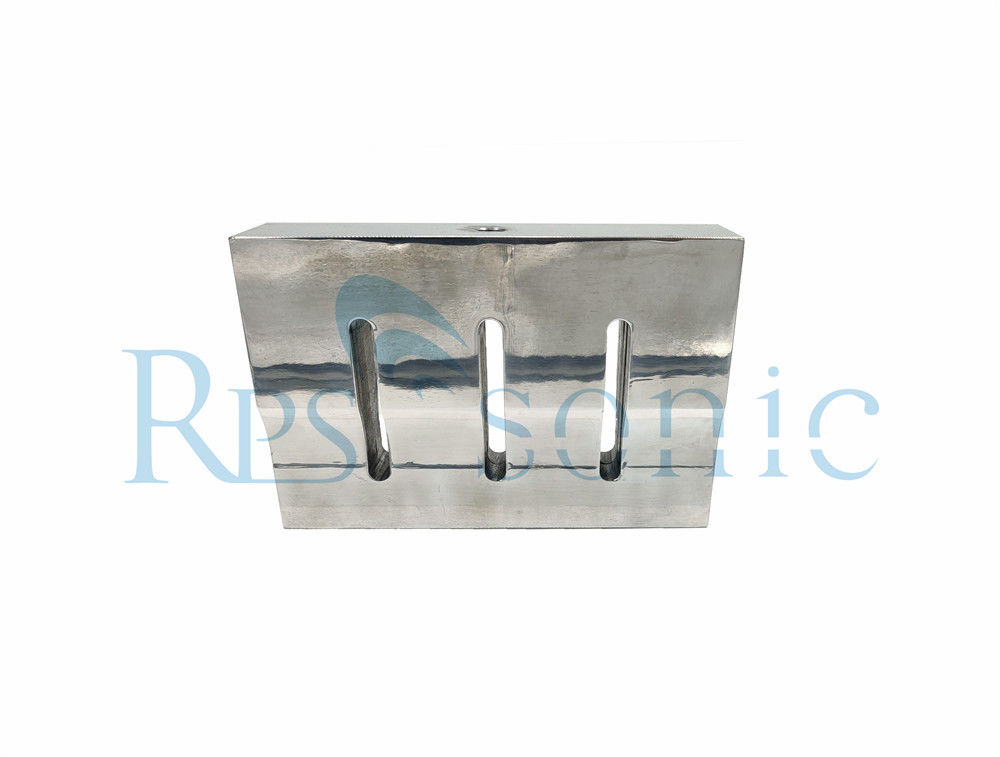
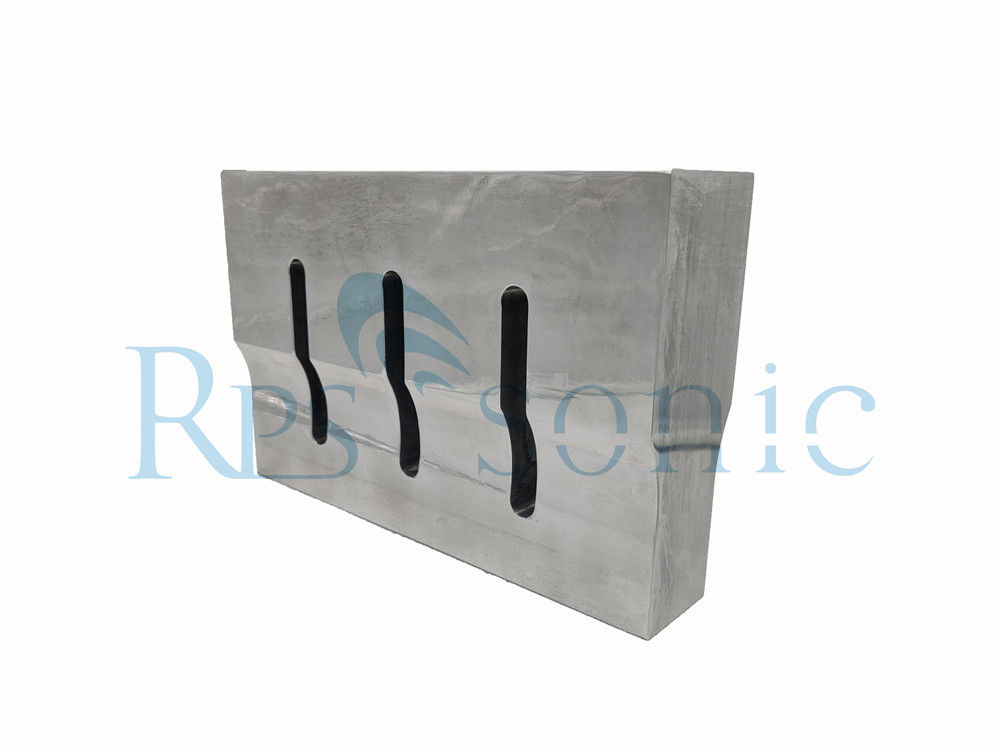
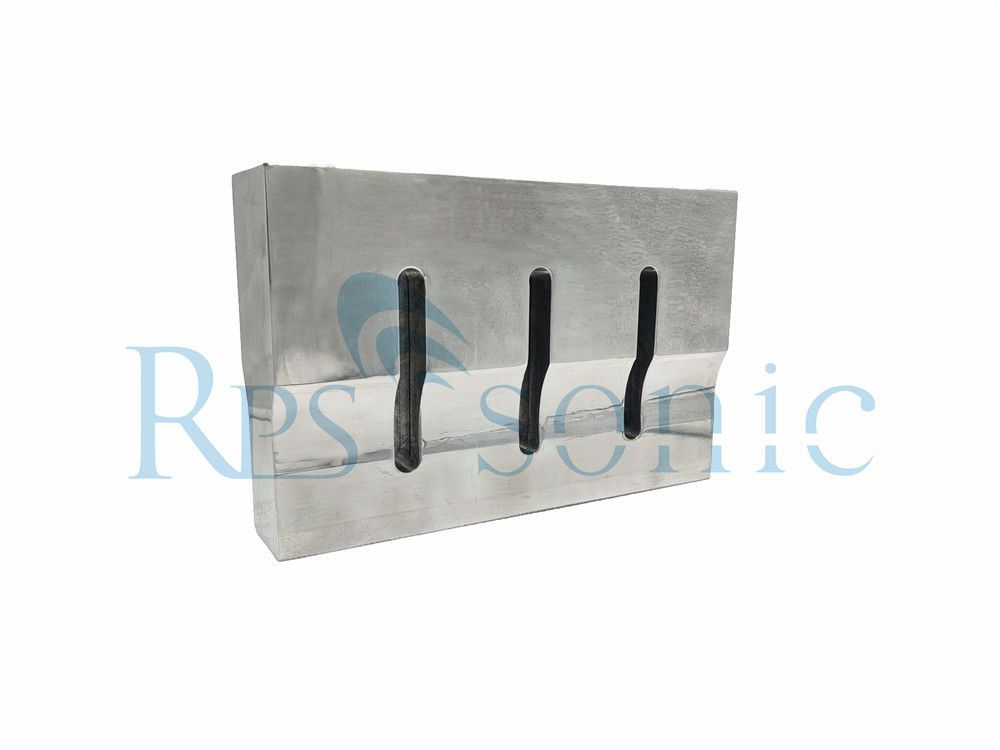
| Area pengelasan | 250 * 44mm |
| Bahan | Paduan alumium |
| Hubungkan sekrup | 1 / 2-20 |
Pengantar:
Bagaimana cara kerja tukang las Ultrasonik? Tukang las Ultrasonik adalah mesin yang menggunakan energi kinetik dari getaran untuk memanaskan dan melelehkan plastik. Proses dasar turun ke frekuensi getaran, diukur dalam hertz, mengarahkan energi ke bagian dari 2 bagian yang ingin Anda las bersama.
Bagian-bagian yang dilas ditempatkan di antara sarang (umumnya dikenal sebagai landasan) dan sonotrode (umumnya dikenal sebagai tanduk). Tanduk dan sarang biasanya terbuat dari aluminium atau titanium. Sonotrode adalah terhubung ke transduser yang memancarkan getaran akustik. Getaran ini mengalir dari transduser, turun tanduk, dan ke bagian yang dilas. Frekuensi getaran dapat berkisar dari 15kHz hingga 70kHz.
Desain bagian biasanya kritis. Bagian yang bersinggungan dengan tanduk, biasanya memiliki bibir segitiga yang menonjol dari wajah yang sedang dilas. Bagian lainnya, yaitu kontak dengan sarang, diam dan memiliki alur kecil yang memenuhi bibir yang menonjol di bagian lainnya. Energi terkonsentrasi ke bibir ini, yang kemudian dipanaskan dan dilelehkan oleh getaran, dan pada titik tertentu struktur bibir ini runtuh dan mengisi alur dengan plastik cair.
Oleh karena itu, tanduk ultrasonik adalah bagian yang langsung bekerja dengan lasan, dan desain tanduk ultrasonik mempengaruhi efek pengelasan lasan. Pada saat yang sama, tanduk ultrasonik juga milik bahan habis pakai di seluruh sistem pengelasan. Secara umum, transduser dan catu daya ultrasonik dapat bekerja selama 5 hingga 10 tahun, tetapi tanduk ultrasonik tersedia selama beberapa bulan hingga beberapa tahun sesuai dengan kondisi kerja yang berbeda.
Masalah utama untuk tanduk pengelasan ultrasonik:
1) Amplitudo yang tidak rata di muka tanduk menyebabkan lasan yang lemah di kedua ujung area segel dan
2) Tanduk retak dan harus diganti pada tingkat yang tidak dapat diterima.
Kedua masalah ini disebabkan oleh gaya yang tidak merata pada penampang tanduk. Tanduk menerima terlalu banyak kekuatan ultrasonik pada suatu titik, yang menyebabkan retak. Pada saat yang sama, terlalu banyak energi yang terkumpul pada satu titik, sehingga kapasitas komponen lainnya tidak mencukupi, output rendah, dan pengelasan tidak merata. Cara menghindari masalah ini secara efektif mengharuskan kami bekerja keras saat mendesain. Menggunakan penganalisis FEA, analisis elemen hingga dilakukan ketika klakson dirancang, dan gaya pada bagian kepala pahat dapat diketahui dengan jelas. Kekuatan seragam dan kuat pada bagian tanduk adalah kondisi ideal. seperti yang ditunjukkan gambar:

Informasi yang diperlukan untuk mengutip dan merancang tanduk pengelasan ultrasonik
Jika Anda membutuhkan kutipan untuk tanduk pengelasan ultrasonik untuk aplikasi baru, berikut adalah beberapa informasi kunci yang akan dibutuhkan oleh produsen tanduk ultrasonik untuk memberikan Anda kutipan akurat untuk perkakas ultrasonik:
Mengapa RPS-SONIC HORN:
1. Setiap tanduk akan dirancang oleh sistem FEA, sehingga untuk mengkonfirmasi wajah akhir tanduk ultrasonik dengan kekuatan seragam
2. Semua tanduk ultrasonik dengan garansi tiga bulan.
3. Khusus dalam ultrasonik daya tinggi selama lebih dari sepuluh tahun
4. Setiap tanduk ultrasonik dengan pengujian lama 24 jam sebelum pengiriman.
5. Pengepakan yang baik, tidak ada masalah pengepakan selama 10 tahun mengekspor bisnis.
6. Setiap pelanggan akan mendapatkan catatan pembelian dan ada imbalan tertentu setelah akumulasi
Layanan dan pengiriman

Kirimkan pertanyaan Anda langsung kepada kami


